
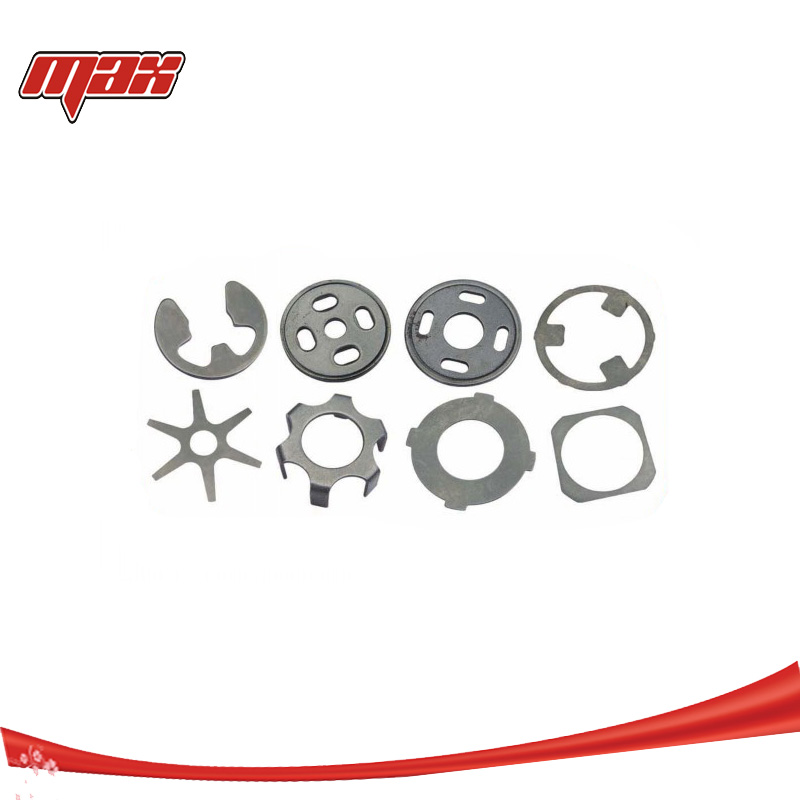
ლითონის ფხვნილი აგლომერირებული ნაწილის ბაზის სარქველი ამორტიზატორისთვის









Პროდუქტის მახასიათებლები:
დგუში და ქვედა სარქველი ძირითადად უზრუნველყოფს ამორტიზატორის აორთქლებას, ღეროს სახელმძღვანელო ძირითადად დგუშის ღეროს გადაადგილებისთვის.
Max Auto არის ყველაზე მაღალი მწარმოებელი ელექტრო მეტალურგიაშიაგლომერირებული ნაწილებიძირითადად გამოიყენება ამორტიზატორის კომპონენტებისთვის.
ტექნოლოგიური პროცესი: ფხვნილის შერევა - ფორმირება - აგლომდება - გაწმენდა - ორთქლით დამუშავება - მოსახვევი - პრესის ბუჩქი - გარეგნობის შემოწმება, შეფუთვა
შერევის ფხვნილი: Fe – C – Cu ფხვნილი მაღალი სიმკვრივის საცრით, მინარევების მოსაშორებლად, ავტომატური შერევის მანქანა 360 ° ბრუნავს 4 საათზე მეტი ხნის განმავლობაში, აურიეთ მასალა თანაბრად
ჩამოსხმა: ზუსტი ფორმა ავტომატური CNC ჰიდრავლიკური პრესით, რათა უზრუნველყოს ყველა ნაწილის სიმკვრივე დაჭერის შემდეგ პროცესის მოთხოვნებს.
შედუღება: პროდუქტი კონტროლდება ქსელური სარტყლის ტიპის ადუღების ღუმლით, რომელიც უზრუნველყოფს პროდუქციის მექანიკურ თვისებებსა და სიმტკიცეს ტექნიკური მოთხოვნების დასაკმაყოფილებლად.
ზეთის ჩაძირვა: მოათავსეთ პროდუქტი მაღალი წნევის ჭურჭელში, რათა ზეთმა სრულად შეაღწიოს პროდუქტის ფორებში და თავიდან აიცილოს შემდგომი ციკლის ჟანგი.
პლასტიკური: ზუსტი ფორმა სრული ავტომატური CNC ჰიდრავლიკური პრესით, პროდუქტის სიმკვრივე და მექანიკური თვისებები კიდევ უფრო გაუმჯობესებულია დაჭერის შემდეგ, ხოლო ზომები აკმაყოფილებს ნახაზის მოთხოვნებს.
დამუშავება: დაასრულეთ ხვრელი, ღარი და პროდუქტის სხვა დეტალები.
დასუფთავება: ბადის ქამარი იღებს ულტრაბგერითი საწმენდი მანქანას მინარევებისაგან და რკინის ნარჩენების მოსაშორებლად.
ორთქლით დამუშავება: პროდუქტს ამუშავებენ ორთქლით ელექტრო ღუმელში, რაც აუმჯობესებს პროდუქტის მექანიკურ თვისებებს, ხოლო ზედაპირის დაჟანგვის ფენა ხელს უწყობს ჟანგის თავიდან აცილებას.
შეფუთვა: დგუში დაფარულია სრულად ავტომატური ციფრული მართვის მანქანით, რომელიც ფარავს PTFE საპოხი ქამარს.
პრესის ბუჩქი: დაჭერით DU ბუჩქში.
გარეგნობის შემოწმება, შეფუთვა.
სპეციფიკაცია:
| პროდუქტის აღწერილობა | |
| Პროდუქტის სახელი | ლითონის ფხვნილი აგლომერირებული ნაწილი ამორტიზატორისთვის |
| მასალა | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, ბალანსი, Cu 1.5-3.9%, C 0.3-0.6% |
| სიმჭიდროვე | 6,4-6,9 გ/სმ3 ორთქლით დაჟანგვის შემდეგ |
| სიხისტე | 60-115 HRB, დატვირთვა 1 kN, ბურთის დიამეტრი 1/16″ |
| ზედაპირის დამუშავება | ორთქლის დაჟანგვა, 2 საათი, Fe3O4: 0,004-0,005მმ, დაჟანგვის ხარისხი 2-4% |
| დაუზუსტებელი ტოლერანტობა | ISO 2768 – m / H14, h14, +- IT14/2 |
| გარეგნობა | არ არის მსხვრევა, ბზარები, აქერცვლა, სიცარიელე, გაფხვიერება, ლითონის ორმოები და სხვა დეფექტები |
| პროცესის ნაკადი | ფხვნილის შერევა - ფორმირება - შედუღება - ზეთის გაჟღენთვა - გაზომვა - ულტრაბგერითი წმენდა - ორთქლის დაჟანგვა - ზეთის გაჟღენთვა - საბოლოო ინსპექტირება - (+ DP4 ბუჩქი / + PTFE band) შეფუთვა |
| განაცხადი | მანქანის, მოტოციკლის და ველოსიპედის ამორტიზატორისთვის |
| ჩვენი უპირატესობები: | 1. ახლანდელ 3000 ყალიბზე მეტი, დაზოგეთ თქვენი ფორმის ღირებულება 2. ISO/TS 16949:2009 სერტიფიკატი 3.კონკურენტული ფასი 4. APQP, FEMA, MSA, PPAP, SPC მკაცრად ხარისხის კონტროლის შესაძლებლობა |
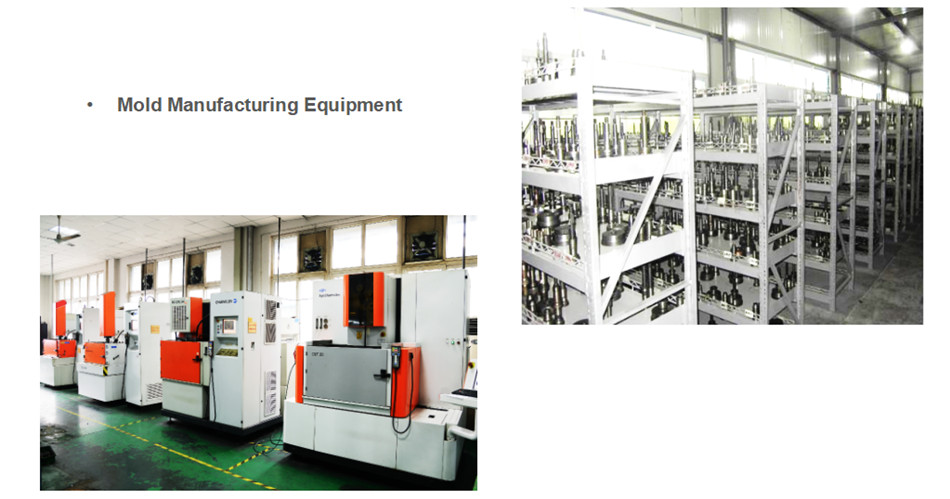
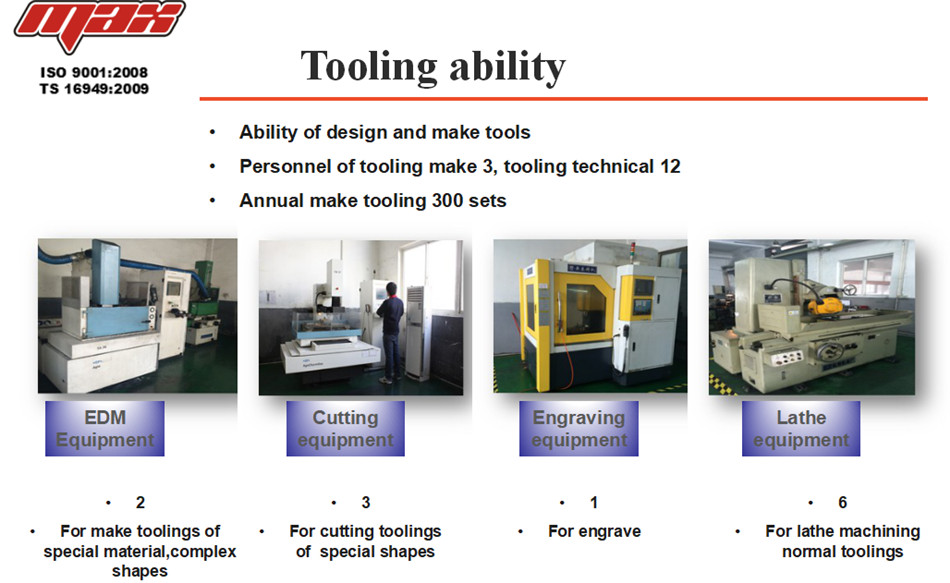
საწარმოო საშუალებები



საგამოცდო საშუალებები


პროდუქტების კატეგორიები
-
მორგებული უჟანგავი ფოლადის თხელი ბრტყელი საყელურები
-

Toyota AE101, Corolla, VIOS, სიმაღლის რეგულირება...
-

უწყვეტი მილი CDW/ERW/ცივად ნაგლინი ქრომირებული პლატინის...
-

QPQ ნიტრადის დამუშავება ჟანგის საწინააღმდეგო ფოლადის მასალა ...
-

861412023A OEM ამორტიზატორი კარგი ფასი ავტო პ...
-

დარტყმის სამაგრების ფხვნილი მეტალურგიული ნაწილები (დგუში,...





